



智能化转型下的食用菌包装机:技术创新与市场机遇
随着全球食用菌产业规模持续扩大,预计到2025年市场规模将达到690亿美元。在这一背景下,食用菌包装机械作为产业链关键环节,正经历前所未有的技术变革。传统包装方式已难以满足现代市场对效率、卫生和个性化的需求,智能化包装解决方案成为行业新趋势,而祺恒达就是一家专业为广大用户提供包装解决方案及相关设备的高新技术型企业。
行业竞争格局的变化也影响着包装机械的发展方向。随着食用菌企业集中度提高,大型生产企业更倾向于采购高度自动化、智能化的包装生产线,而中小型企业则对性价比高、灵活性强的包装解决方案有更大需求。这种市场分层促使包装机械供应商开发差异化的产品系列。
.jpg")
食用菌包装机的关键技术突破
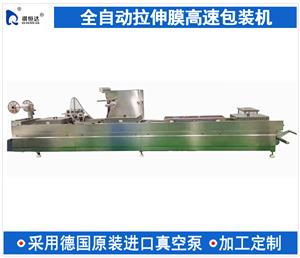
自动化包装生产线已成为现代食用菌加工厂的核心装备。最新一代包装机整合了自动上料、称重、装袋、抽真空、充气、封口和贴标等工序,包装速度可达60-80包/分钟,较传统设备提升3倍以上。某领先制造商推出的全自动生产线实现了从采收后处理到成品包装的一体化作业,人力成本降低70%。
智能识别与分拣系统是提升包装品质的关键技术。基于机器视觉的品相识别系统能够自动检测食用菌的尺寸、形状和表面缺陷,分拣准确率达99.5%。结合AI算法,系统可学习不同品种的质量标准,实现自适应分拣。例如,针对金针菇、杏鲍菇等不同菌类,系统可自动调整分拣参数,确保包装一致性。
柔性化包装设计满足了市场多样化需求。模块化的包装机设计允许快速更换模具和调整参数,同一设备可处理多种包装形式,如托盘包装、气调包装和真空包装等。某创新产品可在15分钟内完成包装形式转换,显著提高了设备利用率。此外,新型包装机还加强了对可降解材料的适应性,支持环保包装趋势。
.jpg")
典型案例分析
某知名食用菌企业的智能化改造项目具有代表性。该企业引进智能包装生产线后,包装效率提升250%,产品损耗率从5%降至1.2%,年节约成本超过300万元。生产线整合了自动分拣、精准称重和氮气包装技术,包装后的海鲜菇保质期延长了50%,市场售价提高20%。
另一个成功案例是某包装机械制造商开发的模块化设备,该设备可根据客户需求灵活配置,支持5种以上包装形式。凭借这一产品,该制造商在中小型食用菌企业市场占有率一年内从15%提升至28%,证明了灵活解决方案的市场潜力。